
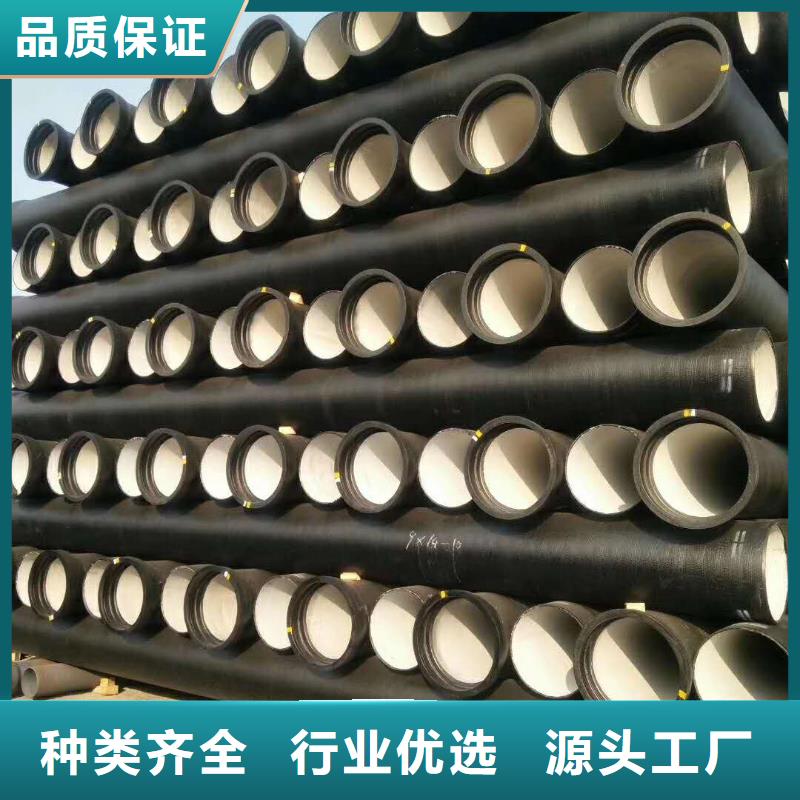







管线的试压。试压区段长不应大于1000m。实验压力。工作压力≦1Mpa,则实验压力乘1.5倍,当工作压力大于1Mpa则实验压力为工作压力加上0.5Mpa。实验方法。在实验压力下10分钟降压不大于0.05 Mpa时则实验合格.在管道的弯头、降低甘肃球墨铸铁管在退火炉内的热焓增量三通管件处,应使用混凝土墩,以阻止管内压力产生的推力;对安装在斜坡上的管道,也应在每只管子承口后面筑混凝土墩。 甘肃球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。
空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的甘肃球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的甘肃球墨铸铁管加工范畴也被广泛的运用起来了。甘肃球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的甘肃球墨铸铁管曲折视点,协助加工很快速的进行。 
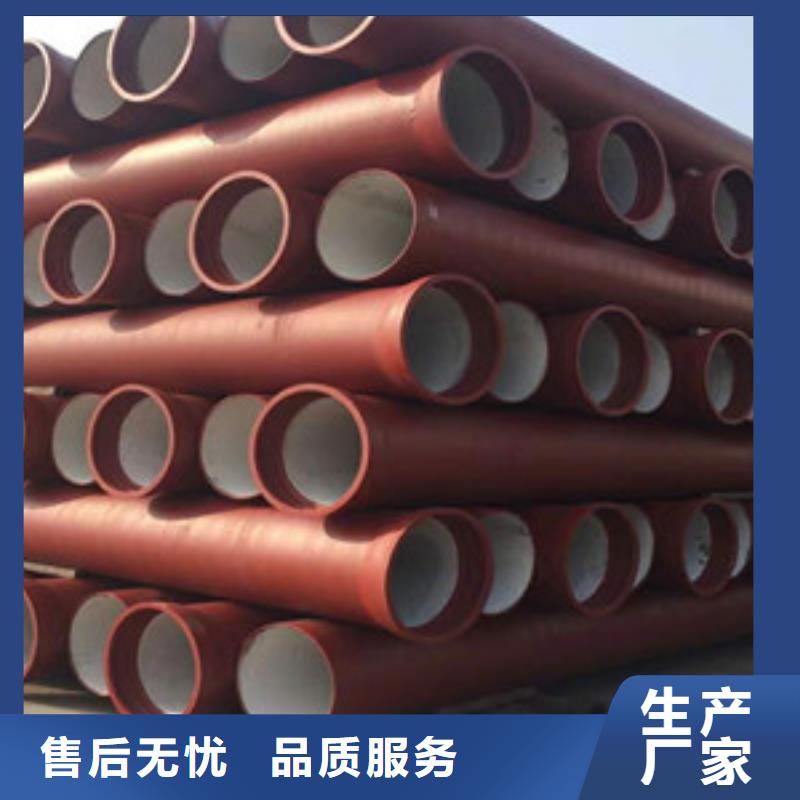
球墨铸铁铸管 抓住机遇,推动行业高质量发展。中央经济工作会议和全国两会报告均指出,要推动制造业高质量发展。钢铁行业要抓住我国经济持续稳定发展的机遇,坚持新发展理念,进一步推进供给侧结构性改革,加强管理,提高效益,创新发展,绿色发展,真正实现结构调整,转型升级。的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则,大口径甘肃球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到甘肃球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。 
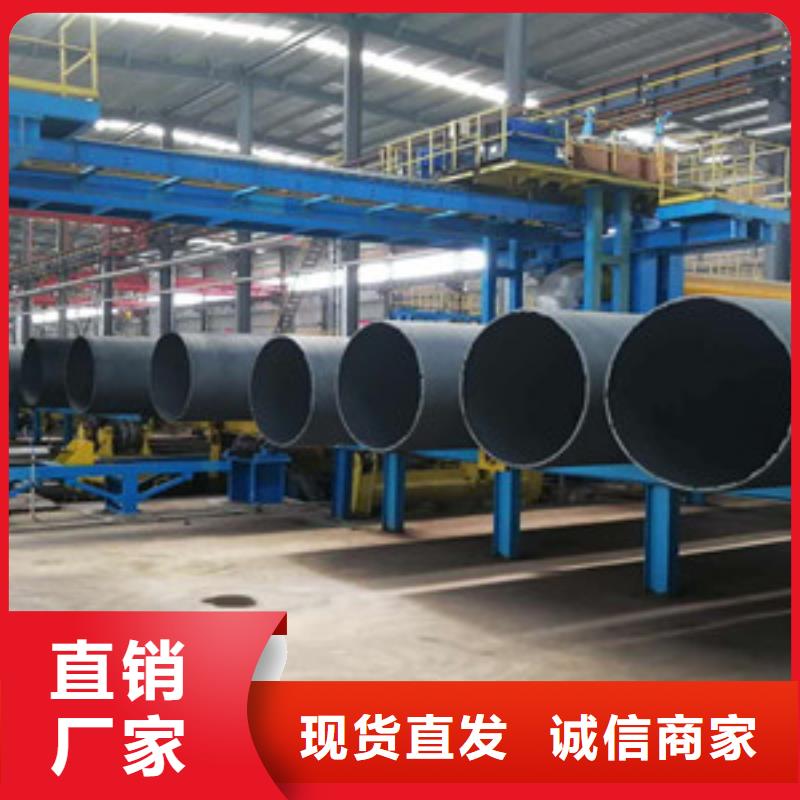
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,甘肃球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
